



























企业 —— 实力雄厚 生产实力强
现生产设备已扩大到六条,年生产量十万吨左右

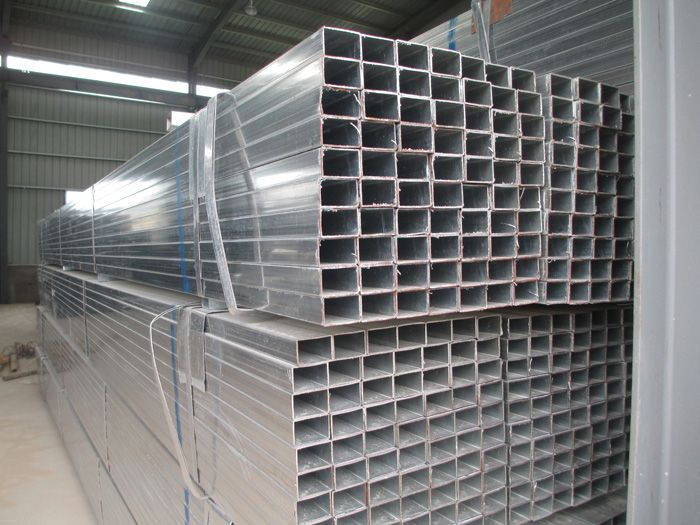
产品 —— 品类齐全 质量过硬
主营镀锌方管、圆管的生产及销售;可靠的质量、合理的价格、优良的服务。


畅销 —— 销往国内外多个地区
销售网络遍及全国,受到广大用户认可。

服务 —— 售前售中售后全程服务
致力于为客户提供镀锌方管、圆管产品全方位解决方案。热忱欢迎新老客户莅临指导、洽谈业务。

















12
2019-04
28
2019-03
04
2019-03
11
2019-02
27
2018-12
17
2018-12
06
2018-12
28
2018-11